
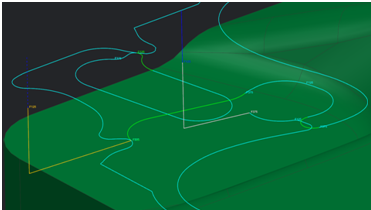
Nel progetto di realizzazione del “punzone di scordonatura” portato avanti nel laboratorio Polimill durante il “Workshop Fresatura del Metallo Duro”, Team3d ha sviluppato la lavorazione del punzone tramite il software CAM NX.
Il processo è stato diviso in tre fasi:
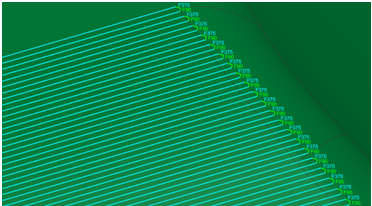
1) FASE DI SGROSSATURA
Durante la prima fase, è stata impostata una sgrossatura a terrazzamenti (CAVITY_MILL) che ha consentito di rimuovere il materiale in maniera costante, con regolazione dei liveli di passata e ottimizzazione delle velocità di avanzamento durante le fasi di attacco/stacco della parte da lavorare. L’intera fase di sgrossatura è stata realizzata in 38 minuti mediante la fresa UDCB “Sferica Diam4” della serie UNIMAX, con step dei livelli Z di –0.15 mm, impegno utensile pari a 0.35 mm e sovrametallo residuo di +0.04 mm.
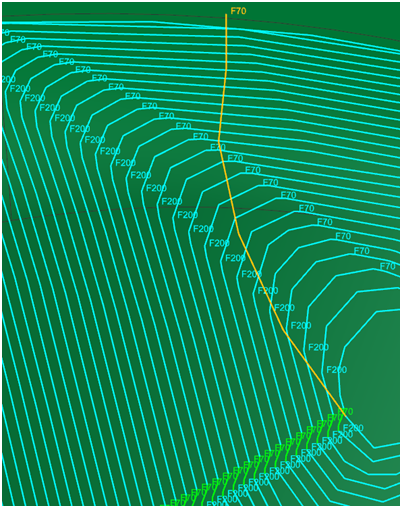
2) FASE DI SEMIFINITURA
La semifinitura è invece stata eseguita attraverso due lavorazioni differenti: la “copiatura di pre-finitura dei piani inclinati” e la “copiatura di pre-finitura delle nicchie”.
Entrambe le lavorazioni sono state realizzate mediante la fresa UDCLRS “Torica D2 R0.1” della serie UNIMAX, con impegno utensile pari a 0.03 mm e sovrametallo residuo di +0.02 mm, con strategia FIXED_CONTOUR, la quale ha consentito di rimuovere il materiale in maniera costante, agevolando i movimenti a contatto della geometria 3D da lavorare. Nel caso dei piani inclinati il tempo di esecuzione è stato di 20 minuti , mentre per la realizzazione delle nicchie il tempo impiegato è stato di 13 minuti.
3) FASE DI FINITURA
Infine, la fase di finitura, o meglio di “copiatura di finitura completa” (ancora con strategia FIXED_CONTOUR), è stata portata a termine con la fresa UDCB “Sferica Diam1” della serie UNIMAX, impegno utensile di 0.02 mm n un tempo complessivo di 1h 32’.
Per capire meglio come il CAM NX può adattarsi alle tue esigenze operative approfondisci le varie configurazioni di NX CAM.
